 The Flow Production Process
The Flow Production Process
This chapter provides an overview of flow production process and discusses:
The Flow production process.
Flow production.
Flow production in Flow Production.
The Flow Production Process
In a traditional discrete environment, you use the master production schedule and material requirements plan (MRP) to explode the requirements and create planned orders for standard lot sizes that are then pushed into production and purchasing. The traditional MRP approach is often characterized by groups of items being processed and tracked using work orders that move in large lots from one operation to the next.
Flow manufacturing is a Just in Time (JIT) based pull system that manufactures to customer order. Production lines and processes are designed to produce a constantly changing mix of products at a steady rate. It utilizes schedules for mixed model production instead of work orders to drive production. The schedules for the mixed models are sequenced based on customer orders, and material is replenished using Kanbans, or replenishment signals. The role of MRP in flow manufacturing is primarily only for long-term planning of material and capacity requirements.
The Flow production process is designed to streamline production processes and efficiently move material to the shop floor. Flow manufacturing focuses on:
Eliminating waste.
Continuous improvement.
Just-in-time material replenishment.
Pull manufacturing.
A successful implementation of Flow manufacturing can lead to dramatically lower lead times by eliminating wait and move times, and improved quality since lot sizes are small and defects become more apparent when one operation quickly follows another.
Flow Production
Flow is a method of production and inventory control that is repetitive through the horizontal dimension of time and synchronized in the vertical dimension of production sequence. It is characterized by the same basic products, which are built consistently and in sufficient volume so that production lines may be dedicated to products or at least families of products, and by an effective program of matching production rates for all components. Executing Flow assumes pull, or that you drive replenishment that is based on sales of finished goods and usage of components.
Flow assumes that there are consistent patterns of product-based scheduling that can be employed, and that this smooth method of production can be transmitted to suppliers as well as in-house operations.
The use of Flow techniques and principles shorten the production, purchasing, and supply chain paths in a way such that throughput, and therefore return, is increased for the same asset base. This happens because inventory flows faster when there is less of it, and when lead times are composed largely of value-adding activities.
Flow is a set of principles that emphasize these attributes:
Lean production.
Visible production control.
Demand driven and demand smoothing.
Pull versus push.
Beginning with the Toyota Production System, many offshoot modes of operation have emerged, such as Just-in-time, Kaizen (continuous improvement), Kanban (pull), continuous replenishment, and many others. To a large degree, they are all the same thing.
Flow has evolved from these movements, but the scope of Flow is primarily production and inventory control. With Flow, there is a bias toward keeping demand consistently level, with incremental and smooth adjustments. There is a preference toward visible production control, versus complex scheduling logic. The ideal involves simple, visible production control methods that mirror the shop floor and supplier environments that they manage. A limit must be placed on the amount of inventory that can be in process, in inventory, or in a buffer. All supply chain, production and procurement operations must be clearly defined and composed of standardized, repeatable procedures.
Additionally, Flow brings its own heritage of methods and terms. Probably the most important of these is TAKT time. TAKT is a German word that literally means the beat that an orchestra plays to, as given by the conductor. The primary goal in Flow is to achieve consistently spaced production signals for all items based on their leveled demand.
In a batch or discrete manufacturing environment, work is pushed throughout the plant. A work order is created to signal production of a product with a defined quantity. The pick list and schedule is then generated and associated with the work order to communicate delivery of the raw materials that are required to create the product. Raw material is stored in a centralized location typically a distance away from the point of use. The schedule is created to deliver raw material in the most efficient manner and defines what components should be picked, the routes they follow, and the estimated time that they are expected to arrive and depart each work center throughout the production process. In an effort to optimize material handling, components may be picked together and moved to their appropriate work centers prior to the operator's need.
The raw material then waits in queue until the operator needs the material. Once the components are needed, the operator accesses the order in the system and the material is consumed. A transaction is processed for moving and completing the work. The work order then moves throughout the remaining steps, experiencing queues between move and completion transactions. When the product is finally completed, it is moved into finished goods inventory, where it waits to be delivered to the customer. Implicit in this approach are management complexities that are derived from scheduling material handling and inefficiencies that are experienced in non-value-added move and wait steps.
In a flow environment, work is triggered by demand, not pushed using schedules. In a pure flow environment there may be no work orders, pick lists, or transactions for moving material inside the production process. This is accomplished by putting more emphasis on visual management. Raw material that the operators use is stored near its point of use. Material is pulled from convenient locations when it is needed. Kanbans are used instead of schedules to signal work and control WIP (work in progress). Dedicated product lines are balanced with respect to production demand, so each operation performs within the TAKT time. Facilities are redesigned to accomplish a flowing product view of the plant rather than a discrete process view.
Flow Production in PeopleSoft Flow Production
Flow Production focuses on streamlined shop floor execution. You define replenishment attributes to provide a powerful automated tool for signaling replenishment and moving material within the supply chain. The goal is to most effectively communicate production and material replenishment signals by a variety of methods, most notably by creating and scanning Kanban cards and labels; routing replenishment requests using Workflow, Pull Lists, and Pull Tickets; or triggering replenishment through completions.
Using Flow Production, you can:
Create Kanban cards and replenishment requests by manual data entry, scanning, or backflushing.
Import Kanban cards and replenishment requests using the Kanban ID Import EIP.
Replenish WIP locations from inventory locations, feeder lines, or directly from a vendor.
Track, modify, or report status for individual Kanban IDs using the Kanban ID Review.
Print Kanban cards and labels, Pull Tickets and labels, Pull Lists, and a Replenishment Dispatch report.
Communicate replenishment requests using Workflow, Pull Lists, or Pull Tickets.
Associate purchase orders to vendor-sourced replenishment requests and Kanban cards.
Dispatch replenishment requests to a vendor using various dispatch methods, including email, fax, and the Replenishment Dispatch EIP.
Display dispatched replenishment requests to vendors on the internet, if you have eSupplier Connection.
Receive material from a vendor using Kanban Receiving.
Record feeder line completions using Kanban Completions.
Process transfers from inventory locations using Kanban Transfers.
Review Kanban card and replenishment request transactions in the Inventory Transaction History tables.
Use data collection throughout the flow execution process to scan in Kanban cards and Pull Tickets and process Kanban Receipts, Kanban Completions, and Kanban Transfers.
This section discusses:
Replenishment sources.
The Kanban card process.
The replenishment request process.
 Replenishment Sources
Replenishment Sources
This diagram illustrates the three different ways that you can replenish a WIP location: inventory location, feeder line, and vendor.
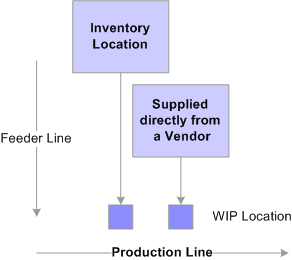
Replenishment Sources for a WIP location
|
Inventory Location |
A transfer from another Inventory location within the same business unit. |
|
Feeder Line |
Subassemblies that feed into main production lines. |
|
Vendor |
Vendor that supplies directly to the WIP location. |
Each replenishment source works differently with the two replenishment generation processes, Kanban cards and replenishment requests (electronic Kanbans).
Note. To replenish a WIP location from a vendor, you must have Purchasing installed.
The Kanban Card Process
Kanban cards are used to indicate that a WIP location needs to be replenished for a specific item. You can use Kanban cards to replenish WIP locations from inventory locations, feeder lines, or vendors. You can create Kanban cards using the Kanban ID Maintenance page or import them from a third-party system. The system assigns Kanban cards the New status initially; you can't transact against Kanbans in this status. You can create Kanban cards to either be used multiple times (reusable) or one time only.
You can then print the Kanban cards using the Kanban Card Print function. Once you print the Kanban cards, their status changes to Open, which enables you to transact against them using the Kanban ID. You can't make any changes to the card details after they are printed; you can only change the status.
Once you print the Kanban cards, you can attach them to a box or container of components and move them to the lineside WIP location. This is done to initially seed the line. When you have used all of a particular item that is associated with the Kanban card, you place the Kanban card in a cardholder, and the cards are collected periodically for replenishment. You replenish the material based on the replenishment source of inventory location, feeder line, or vendor that is printed on the card.
If this item is replenished from an inventory location, the Kanban card is taken to the inventory location that is specified on the card, attached to a box of components and taken back to the WIP location. You then scan in the Kanban ID, and the system records an inventory transfer using the Kanban Transfer page.
If the replenishment source is a feeder line, the Kanban card is taken to the production area specified on the card. The Kanban card is then a request to start production of the subassembly and will be attached to the subassembly on the feeder line. You record this transaction using the Kanban Completions page.
In the vendor scenario, you send the Kanban cards to the vendor, who ships material back based on the number of cards received. You then receive the shipment using the Kanban Receiving process.
You can view each Kanban card transaction, whether it is a transfer, completion, or receipt, in the Inventory Transaction History inquiry. The system logs the date and time of each transaction, which enables you to calculate the Kanban card cycle time and track cards on a daily basis to make sure cards aren't lost. For each card, you can view the Kanban quantity and source location details.
See Also
Setting Up PeopleSoft Flow Production
Maintaining Kanban Cards and Replenishment Requests
The Replenishment Request Process
The main difference between Kanban cards and Kanban replenishment requests is that you create and print Kanban cards ahead of time, then they move between the WIP location and the replenishment source. In contrast, you create replenishment requests at the time when the inventory needs to be replenished. You can create replenishment using the Create Replenishment Requests page or import replenishment requests into the system using the Kanban ID Import EIP.
See Understanding Kanban Cards and Production Replenishment Requests.
You can generate replenishment requests in two ways, defined by the replenishment mode:
|
Backflush Controlled |
When you record a production completion, the backflush process consumes components at the WIP locations that are defined to each operation sequence. If the component issue method is Replenish for a component, the system then compares the on-hand inventory level of the component at the WIP location to the replenishment point and, if it is below, creates a replenishment request in the issue multiple quantity. |
|
Manual |
If you are using the manual mode, there is some signal or visual indicator to let you know that the inventory level is low for an item at a WIP location. You use the Create Electronic Kanbans or Scan Electronic Kanban functions to generate a request. |
For replenishment requests, the system sets the initial status to Open, which means that you can transact against the requests immediately.
Replenishment requests can be communicated in several ways: Pull List, Pull Ticket or workflow. The field that defines how replenishment requests are communicated is the replenishment method.
|
Pull List |
As replenishment requests are created, they accumulate, and then a pull list report is generated, listing the replenishment requests that need to be fulfilled. |
|
Pull Ticket |
Similar to a one-time Kanban card. The pull ticket contains one replenishment request that needs to be fulfilled. Pull tickets can be printed by the inventory location or production area that sources the material. |
|
Workflow |
As replenishment requests are created, a worklist entry is created. When you work the worklist entry, the system takes you to the Kanban Transfers page. |
You can print the replenishment request details on the Pull List, Pull Ticket, or communicate them using Workflow. If you are using a Pull List or Pull Ticket, you scan the Kanban ID and the system records a Inventory transfer using the Kanban Transfer page. If the replenishment method is Workflow, once you generate the request, the system creates a worklist entry. When you work the worklist entry, the system displays the Kanban Transfer page, with the transfer information.
If the replenishment source is a feeder line, the system generates a replenishment request manually or through backflush, and you print a Pull Ticket with the relevant item, quantity, and production area details. You can't use a Pull List or Workflow for Kanban completions.
Similar to the Kanban card completions processing, you attach the Pull Ticket to the subassembly on the feeder line. At the end of the feeder line, you scan the Kanban ID using the Kanban Completions page.
If you use a vendor as the replenishment source, you use the Kanban Dispatch process to send replenishment requests to the vendor, who ships the material. If you have eSupplier Connection, once the replenishment is dispatched, the vendors can view the request on the internet. You then receive the shipment using the Kanban Receiving process.
See Also